
|
| |
|
|
Главная » Книги и журналы 1 2 3 4 5 6 7 ... 55 Другим путем решения проблемы создания провочников для обмоточных проводов на сверхвысокие температуры являются разработка специальных медных сплавов и введение в медь упрочняющих добавок. . При температурах свыше 650 °С происходит интенсивная кристаллизация меди. В медной проволоке, нагреваемой до 850 °С в течение 24 ч в атмосфере аргона, образуются зерна, видимые невооруженным глазом. Они могут достигать .размеров, равных поперечному сечению проводника диаметром 1,02 мм. В результате резко снижаются предел прочности прн растяжении и относительное удлинение, что приводит к повреждению проводника даже при легком его изгибе. Поэтому при 650 С и выше без дополнительного легирования медь непригодна для ра-боты даже в вакууме или инертной среде. Для преодоления трудностей, вызываемых кристаллизацией при очень высоких температурах! применяется усиление металлов дисперсионными добавками. Добавки неорганических окислов, таких как двуокись кремния ЗЮг, глинозем АЬОз, двуокись циркония Zr02, окись бериллия ВеО, способствуют сохранению механических характеристик меди при температурах, отличающихся только на 100°С от температуры -плжяаши. Известно также упрочнение меди тугоплавкими сплавами. Для этого применяется сочетание порошкообразной меди и 3-15% порошка одного из тугоплавких сплавов (или окислов), точка плавления которых выше точки плавления медн и которые при тепловой обработке не вступают в прямую реакцию с медью. Сплавы дисперсионного упрочнения, получаемые методом порошковой металлургии, например меди с окисью алюминия или бериллия, могут дополнительно упрочняться за счет введения в проводник высокопрочных материалов в форме тонких нитей как без ориентации, так и с ориентацией в одном направлении. В качестве упрочняющих нитей используются тонкая металлическая проволока, неметаллические нити или нитевидные кристаллы с высокой прочностью. В частности, может применяться проволока из вольфрама, молибдена или стали диаметром 0,025-0,45 мм, составляющая до 50% основного .материала проводника. Медная проволока, содержащая 50% i(no объему) вольфрамовых нитей диаметром 0,254 мм, расположенных параллельно ее оси, имеет предел прочности при растяжении свыше 126 кгс/лш и электропроводность, равную около 65% электропроводности чистой меди. Из неметаллических нитевидных материалов применяются аморфные и кристаллические вещества .(стекло, кварц, графит, карбид кремния, нитрид бора и бор). Поверхность нитей из этих материалов не должна иметь повреждений, для чего принимаются специальные меры. Американской фирмой Хэндн эвд Харман разработан новый медный сплав дисперсионного упрочнения, содержащий частицы окисн бериллия, повышающие температуру рекристаллизации меди. Дисперсные частицы практически не растворяются в меди вплоть до температур, близких к температуре плавления; в результате сплав сохраняет высокую .прочность при повышенных температурах. При повышении те.м'пературы с 20 до 870 °С электропроводность сплава (в процентах электропроводности меди) снижается с 85 до 21, а предел прочности при растяжении с 56,2 до 16,2 кгс/мл1. Сплав хорошо обрабатывается. Пруток диаметром 12,7 мм может быть протянут без промежуточного отжига на проволоку диаметром 0,8 мл1, которая навивается на стержень с диаметром, равным диаметру .провода, без признаков разрушения. При пайке сплава при температурах ииже 700 °С можно использовать любой из низкотемпературных серебряных припоев. Фирма рекомендует сплав для самых разнообразных целей, в том числе для обмоточных проводов и кабелей. Определенный интерес представляют также жаростойкие и жаропрочные медные сплавы, полученные обычными способами, а не методом дисперсионного упрочнения. Известно, например, что еще в 1960 Г. фирмой Америкэн машин энд фаунди был предложен медный сплав для работы при 600 X с проводимостью, равной 60% проводимости меди. Присадки в этом сплаве не превышают 1%. В Яптшя разработан медный Оплав для электрических проводов, Обладающий высокими нагревостойкостью и электропроводно-стью. Состав сплава: Те - до 0,2%, Ag-.до 0,1%, остальное - Си. Наличие теллура, кроме повышения жаростойкости, способствует также повышению антикоррозионных свойств сплава. Этот сплав исследовался при длительном нагреве в диапазоне температур GOO-500 °С. Провода из такого сплава рекомендуются для изготовления роторов электродвигателей, работающих при повышенных температурах в условиях влажного морского воздуха. Легирование меди, как правило, увеличивает ее жаропрочность, т. е. способность сохра11ять иа определенном уровне механические характеристики во время пребывания при повышенных температурах. В то же время,-Несмотря на иекоторое снижение электропроводности, такие сплавы имеют температурный коэффициент сопротивлений меньший, чем у меди. Поэтому при 500-600 °С подобные сплавы пе только сравниваются по электропроводности с медью, но даже могут превосходить ее. Исследованы многочисленные сплавы меди, в том числе с цирконием; цирконием и гафнием; титаном; титаном, оловом и хромом; цирконием и мышьяком и т. п. Особое внимание было уделено сплавам с удельной электропроводностью, доставляющей 70-99% елек-тропроводиости отожженной меди, и пределом прочности при растяжении, равным 35-66 кгс/лш. Из исследованных сплавов Си - Zr оптимальные свойства имеет сплав, содер'жащий 0,10-0,15% Zr. Его произ'водство затрудняется химической активностью Zr, вследствие чего прн изготовлении нужны подходящая инертная среда и высокая чисто^га Си и Zr. Сплав хорошо поддается горячен .и холодной обработке. Холодная обработ- ка давлением после отжига при 900-9-75 °С повышает прочность и твердость сплава. Температура старения, определяемая ухудшением механических характеристик, после обработки давлением тем .ниже, чем больше огиосительное обжатие, и лежит в пределах 400-450 °С. Хотя прн ко.мнатиой температуре этот сплав имеет несколько меньшие прочность и электропроводность, чем сплав Си с 0,7% Сг, при 400° С его механические и электрические характеристики несколько лучше. Представляет интерес инфо.рмация о сплаве секон, разра'ботан-ном фирмой Секон Метлз ((США). Он сочетает высокую электропроводность и хорошие механические свойства прн повышенных температурах с -пониженным температурны-м коэффициентом сопротивления. Некоторые .марки сплава секон (i№ 406, 407, 411) используются для обмоточных проводов высокой нагревостойкости. Жаростойкие сплавы подобного тнпа находят применение при изготовлении обмоточных проводов в отечественной практике. Одним из таких сплавов является сплав на основе меди, известный под 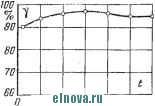 too zoo 300 Ш 600 °c Рис. 1-14. Зависимость удельной проводимости сплава № 204 от температуры. номером 204. Обладая высокой электропроводностью в исходрюм состоянии (90% электропроводности меди), этот сплав .имеет меньший трм.пературный коэффициент сопротивления, чем медь. Б результате при рабочих температурах порядка 500-600 °С по электропроводности сплав № 204 лревосходит медь (рис. 1-14). Несмотря на то, что для работы при повьпненных температурах мроволока из сплава № 204 дол1жна иметь защитное покрытие, по стойкости к окислению он также превосх'одит медь. В связи с высокой жаропрочностью этот сплав является пока незаменимым для обмоточных проводов, вкс-плуатируемых при 600-700 С в инертной среде или вакууме. Особый интерес представляют проводниковые материалы, которые могут работать при 1 ООО °С и выше. Золото без дополнительных покрытий может применяться для работы при 1 ООО °С, однако золотой проводник, по данным США, примерно в 30 раз дороже серебряного с никелевым покрытием и в 150 раз дороже медного с плакированием нержавеющей сталью. Платина (температура плавления 1 773°С) наиболее подходящий материал для использоваи.ия в .диапазоне особо высоких тем.пе-ратур. По данным ряда американских исследователей, критерием для выбора проводниковых материалов, используемых в космической тех пике, может служить произведение удельного электрического сопро гивления р \(мком- см) на плотность \(г1см). Вел'ичирш! pv (г мком/см) н удельного электрического сопротивления для ряда металлов И сплавов, которые пр.инципиально мотут применяться для работы прн сверхвысоких температурах, приведены в табл. 1-8. Для кабеля, предназначенного для эксплуатации при 1 100°С, в США используется семипроволочная жила из родия, обладающего высокой температурой плавления и минимальной величиной pv (исключая золото и серебро). Перспективно применение молибдена, однако нри эксплуатации в воздушной среде необходима защита его от окисления. Заслуживает внимания также' возможность использования иридия. Способы получения и свойства материалов (табл. 1-8) описаны в ряде работ зарубежных авторов. В частности, родий после сложной обработки приобретает хорошие механические свойства и может применяться при 1 400°С и даже Выше. Платина и золото с целью использования их в качестве проводников при высоких температурах подвергаются дисперсионному твердению. Процесс начинается с осаждения Pt и Аи из растворов их хлоридо^в. В процессе осаждения раствор содержит мельчайшие частицы окислов алюми'иия или тория, покрывающиеся соответствующим осаждаемым металлом. ПороШки сушатся, и для удаления адсорбированных газов золото прогревается в течение 4 ч при 650 °С в сухом водороде, платина- такое же время .при 1 300 °С в вакууме. После .этого порошки прессуются н спекаются при 800 С (золото) и 1500°С (платина). Электропроводность полученных таким образом золота с содержанием 3,4% ТЬОг (по объему) и платины с содержанием 2,2% ТЬОг не- Таблица 1- Некоторые свойства проводниковых металлов и сплавов при 20* С Металл или сплав р, МКОМСМ Р1, г-мком/см Материалы, не требующие защиты от окисления Ir Pd бОо/о Pt + 40o/ Rh 90 /oPt+ 10%Rh 8O0/0 Pt + 20o/ Rh 1,59 2,20 4,51 5,3 10,8 10,6 17,5 19,2 20,8 16 42 56 110 130 228 291 383 390 Материалы, требующие защить1 от окисления Mo Со N1 Fe Ru Cr W Nb Th Та Os Re 5,2 6,24 6,84 9,71 7,6 12,9 5,65 12,5 13,0 12,45 9,5 19,3 48 57 61 77 93 93 106 107 152 206 214 407 сколько меньше, чем у чистых металлов, однако их механические свойства лучше, особенно при высоких температурах. Например, предел прочности ири растяжении Pt-b2,2% ТЬОг при 900 °С более чем вдвое выше по сравнению с чистым металлом. .Это позволяет повысить температурный предел применения платины до 1 400°С. Предельная температура .применения золота в этом случае повышается тгримерно до 850 °С. Для сверхвысоких температур до 1 400 °С в будущем могут найти применение в качестве проводниковых материалов также некоторые соединения типа боридов, нитридов и др., свойства которых прл-ведены в табл. 1-9. Некоторые соединения, помимо указанных в табл. 1-9, имеют сравнительно невысокие значения р (TaSis-16, а Siz-9,5 мком-см при 20 С), но их .стойкость к окислению невысока. Изготовление проводниковых соединений аз особо чистых металлов и сплавов может уменьшить как электрическое сопротивление, так и хрупкость получаемых материалов. Представляют интерес и более сложные соединения. Например, соединение 9ZrB2-MoSi2 имеет более высокие электропроводность и стойкость к окислению, чем бинарные соединения тнпа ZrBz и MoSk. Электрические и физические свойства .наиболее распространен'ных проВРДникрвйХ Материало'в для обмоточных проводов О'СОбр высокой Таблица 1-9 Свойства некоторых соединений при 20° С, перспективных для применения при температурах до 1400° С Соединения р, МКОМ-см г-мком/см
нагревостойкости приведены в табл. 1-10. Алюминий для этой цели используется в отечественной практике крайне редко. В других странах (Канада, Франция) алюминиевые провода с оксидной изоляцией находят применеине для рабочих температур 300-350 °С. 2. Расчет изменений электрического сопротивления обмоточных проводов после пребывания при повышенных температурах Если для обмоточных проводов применяются биметаллические токопроводящие жнлы, увеличение их сопротивления в процессе эксплуатации в основном .объясняется взаимной диффузией металлов сердечника н оболочки. Образующиеся в результате днффузни промежуточные соединения, как правило, обладают удельным сопротивлением, значительно превышающим сопротивление чистых металлов, что и приводит к росту электрического сопротивления обмоток машин и аппаратов. .Для расчета увеличения сопротивления биметаллических обмоточных -проводов при .повышенных температурах может быть применен метод, включающий три втапа: а) определение глубины взаимного .проникновения металлов сердечника и оболочки и распределения концентрации обоих металлов; б) вычисление электрического сопротивления промежуточной диффузионной зоны; в) вычисление общего увеличения сопротивления провода с учетом увеличения сопротивления сердечника и защитной оболочки. Так как для биметаллической проволоки ъ качестве защитной оболочки всегда выбирается более жаростойкий металл (никель, инконель, нержавеющая сталь и т. п.), то окисление оболочки и связанное с ним увеличение сопротивления можно не учитывать. Зависимость между концентрацией диффундирующего металла С, глубиной диффузии x и временем диффузии Т определяется вто- Таблица l-lCn Электрические й физические свойства основных проводников для обмоточных проводов особо высокой нагревостойкости
Продолжение табл. 1-10
1 Конкретные сроки эксплуатации зависят от размеров и типа изоляции проводоа. 2 Для проводов диаметром более 1,0 и прямоугольных.. рым законом Фика: д^С (1-6) Св \ С, \ (сердечник) \{оболачна) где D - коэффициент диффузии. Граничные условия для решения уравнения (1-6) применительно к биметаллической проволоке определяются из анализа рис. 1-15. Исходные концентрации Ci (металл оболочки) и d (металл сердечника) равны 100%. Для определения концентрации диффундирующих металлов в биметаллической проволоке наиболее точные результаты могут быть получены, если принять для диффузии металла сердечника в оболочку схему диффузии из бесконечного тела в кольцо или конечное тело, а для диффузии металла оболочки в сердечник--схему диффузии в цилиндр извне. В этих случаях решение уравнения (1-6) выражается в форме бесконечного ряда, причем для получения точного значения концентрации в какой-либо точке можно ограничиться несколькими членами этого ряда. В большинстве случаев, когда абсолютные значения глубины диффузии сравнительно невелики, можно рассматривать плоскую задачу. Применение такой схемы диффузии возможно потому, что после диффузионного отжига в течение достаточно длительного времени в сердечнике и оболочке всегда имеются такие места, в которых концентрации диффундирующих металлов равны О и 100%, что хорошо согласуется с экспериментальными данными. Граница между сердечником и оболочкой принимается за нуль отсчета. Граничные условия для решения уравнения (1-6): при т=0 Рис. 1-15. Схема диффузии металлов сердечника и оболочки в биметаллической проволоке. С = С, = 1 (100 о/о) для л: < 0; С = Сг = 1 (100 %) для л: > 0. (1-7) Решение уравнения (1-6) для этих начальных условий может быть получено в следующей форме: Ь выражении (1-8) С--искомая концентрация в точке х; =0,5 (50 о/о) Со - 2 - концентрация на границе меди и никеля (1-8) - ннтег- рал ошибок Гаусса, 2 VdT (1-9) Интеграл ошибок Гаусса не имеет аналитического выражения, но значения его приведены в таблицах. С .повышением температуры диффузия ускоряется, что приводит к более быстрому увеличению электрического сопротивления. Уравнение (1-8) позволяет определить глубину диффузии металлов как сердечника, так и оболочки, если значение х составляет не более 20% фэдиуса сердечника или толщины оболочки. Проводимость биметаллического провода преимущественно определяется металлом сердечника, так как обычно оболочка выполняется из металла, обладающего более высоким удельным сопротивлением. Поэтому основной причиной, вызывающей увеличение сопротивления проводов в процессе их работы, является диффузия металла защитной оболочки в сердечник. Увеличение электрического сопротивления проводов за счет диффузии металла сердечника в оболочку можно учесть введением в дальнейшие расчеты дополнительных расчетных коэффициентов. В случае длительной эксплуатации проводов взаимная диффузия металлов сердечника и оболочки может быть весьма значительной и распределение концентрации металла оболочки в сердечнике должно определяться по более сложным формулам (при x>C,2R). Уравнение (1-6) для такого случая может быть решено следующим образом. В цилиндрических координатах (1-6) выражается как дС / й^С , 1 дС , д^С \ =d(-+-(1-10) Так как концентрация вдоль оси проволоки не изменяется, то д^С/дг = 0 и уравнение (1-10) записывается следующим образом: дС f дЮ . 1 дС f \ дС \ Концентрация металла оболочки в центре сердечника в начальный момент времени равна нулю, а на границе сердечника и оболочки составляет 50%. .Поэтому начальные условия для решения уравнения в нашем случае запишутся как С = -у- при г = R; при X = о С = О при г = О, где R - радиус сердечника. (1-12) Решив уравнение (1-11) прч приведенных граничных условиях, получпм С = Со Шг(Щ (1-13) где 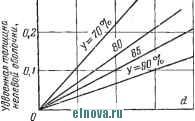 0.ff I.D 1,5 Рис. 1-16. Толщина никелевой ободочки .проволоки Си-Ni в зависимости от диаметра проволоки и величины Y. Jo ( J - цилиндрическая функция нулевого порядка первого рода; J, (Xfe) - цилиндрическая функция первого порядка первого рода. Приведенные выше формулы расчета концентрации диффундирующих металлов для биметаллических проводов е учитывают зависимости коэффициента диф- 0,31--1-у-I--1 фузии от .концентрации, так как точное определение этих коэффициентов при различных концентрациях достаточно сложно и 1д0 последнего времени не выполнено. iB практических расчетах можно .пользоваться усредненными значениями коэффициентов диффузии в некотором интервале концентраций. В результате, например, для систем Си-Ni и Си-Ag расчетные данные хорошо совпадают с экспериментальными. Зная распределение концентрации диффундирующих металлов сердечника и оболочки и диаграмму удельное сопротивление - состав, методом графического интегрирования можно рассчитать увеличение сопротивления проводов. Для этого сначала строятся графики распределения концентрации, затем они разбиваются на отдельные участки, па которых концентрация изменяется по закону, близкому к линейному. При этом в пределах гранич.1ых копцентраций участков измененне удельного сопротивления р должно также происходить примерно по линейному закону. Далее по среднему значению концентрации определяется соответствующее значение удельного сопротивления и вычисляется сопротивление кольцевых зон, а следовательно, и общее сопротивление биметаллического провода после эксплуатации при повышенной температуре. Толщина никелевой оболочки проволоки Си-Ni в зависимости от отношения ее электрической проводимости к проводимости меди (у) и диаметра проволоки показана па рис. 1-16. Изложенный метод расчета был применен для определения увеличения сопротивления биметаллической проволоки Си - Ni при у= =0,85. При .этом учитывалась диффузия металлов в обоих направлениях . Распределение концентрации никеля в медном сердечнике при 500 °С в зависимости от времени эксплуатации, рассчитанное в соответствии с формулой (1-8), показано на рис 1-17. Для расчета 1 2 3 4 5 6 7 ... 55 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||