
|
| |
|
|
Главная » Книги и журналы 1 2 3 4 5 ... 55 нением величины удельного электрического сопротивления. Для узкого диапазона температур зависимость удельного сопротивления металлического проводника от температуры, как известно, можно выразить простой формулой: Pt=Po[l+(-o)l. (1-1) где рг - удельное сопротивление при температуре t; ро- удельное сопротивление при начальной температуре пгс 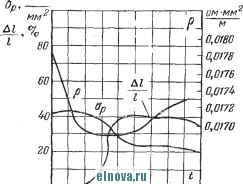 гОО Ш BQO 800° с Рис. 1-6. Примерные изменения механической прочности, удлинепия и электрического сопротивления медной проволоки марки М-1 при отжиге в течение 1 ч при различных температурах. (обычно 20°С); р=-- - температурный коэффици- ент удельного сопротивления (в таблицах приводится большей частью для температуры 20 °С). - Допускаемые отклонения диаметра медной проволоки от номинала приведены в табл. 1-2. На медную проволоку прямоугольного сечения, которая применяется в производстве обмоточных проводов, пока распространяется ГОСТ 434-53, в соответствии с которым эти провода изготовляются с размерами меньшей стороны G в пределах 0,83-12,5 мм и большей Таблица 1-2 Допускаемые отклонения диаметра медной проволоки
стороны b в пределах 2,1-35 мм. Эта проволока выпускается твердой неотожженной (марка МГТ) и мягкой (марка МГМ) с допускаемыми отклонениями по размерам, приведенным в табл. 1-3. Поверхность этой проволоки также должна быть чистой и гладкой; недопустимы забоины, раковины, вмятины, риски, царапины, мелкие плены и надрывы глубиной больше допускаемых отклонений на размеры. Прямоугольная проволока должна иметь закругленные края. Радиусы закругления при толщине проволоки до 2 мм должны быть в пределах 0,4-0,6 мм, при толщине 2,1-4 мм -в пределах 0,6-0,9 мм, а у более толстой проволоки - в пределах 0,9-1,2 м.м. Измерение этих радиусов можно производить с помощью специальных шаблонов или на проекторе при 10-15-кратном увеличении. Наличие малых радиусов закруглений создает затруднения при наложении бумажной, стекловолокнистой, дельта-асбестовой и иной изоляции. Кроме того, ниже будет показано, что при эмалировании прямоугольной проволоки наблюдается стремление лаковой пленки сжаться на участках малых радиусов закругления и перейти на плоскую часть поверхности проволоки. Устранить эти недостатки можно, если для прямоугольных проводов толщиной до 2,0 мм принять форму краев с радиусом закруглений г=а/2, где а -толщина медного провода, а для более толстой проволоки принять радиус закругления в пределах 1,0-2,0 мм. Уменьшение расчетного сечения за счет закругления краев по сравнению с указанным в стандарте для прямоугольной про- Таблица 1-3 Допускаемые отклонения по размерам у медной и алюминиевой прямоугольной проволоки
ВОЛОКИ толщиной менее 2,0 мм будет выражаться следующим уравнением: 2 - fl= - Д аЬ - А и для более толстых проводов 4г^ - лг - л ) = аЬ - А 100, /о (1-2) (1-3) где Д -уменьшение сечения, учтенное в расчетных таблицах (ГОСТ 434-53). Величину т] можно уменьшить, приняв для боковой стороны прямоугольных проводов эллипсовидную форму т а ± Рис. 1-7. Прямоугольная проволока с увеличенным радиусом, закругления (а) и эллипсовидной узкой стороной (б). (рис. 1-7). В этом случае уменьшение сечения по сравнению с указанным в стандарте может быть представлено уравнением 100, Vo. (1-4) аЪ - А Произведенные подсчеты показывают, что для ходовых размеров прямоугольных проводов уменьшение сечения в этом случае будет находиться в пределах не- скольких процентов. Возможность некоторого увеличения радиусов закругления подтверждается и тем, что ГОСТ 434-53 для прямоугольного сечения проволоки размером 2,0x4,5 мм нормирует радиус закругления в пределах 0,7-1,0 мм. Для изготовления обмоточных проводов обычно применяется мягкая прямоугольная проволока. Предел прочности при растяжении у нее должен быть не более 25-26 кгс/мм, а относительное удлинение в зависимости от толщины не менее 30-35%- У прямоугольной проволоки марки МГТ относительное удлинение не нормируется, а предел прочности при растяжении должен быть не менее 25-30 кгс/мм. Твердая прямоугольная проволока испытывается путем изгиба по широкой стороне на 90° вокруг гладкого стержня диаметром, равной удвоенной меньшей стороне испытуемого образца. При этом не должно быть трещин и расслоений Разработаны дополнительные технические условия на круглую и прямоугольную медную проволоку, предназначаемую под эмалирование. По проекту этих технических условий круглая проволока диаметром 0,015- 4,0 мм .должна изготовляться следующих марок: МТ-Б- медная твердая проволока из катанки марки МКОВ (из слитков бескислородной меди марок OB-I и СВ-П, ГОСТ 193-67) и МТ-С -из катанки МКОС (из обычных строганых слитков марок CC-I и СС-П). В настоящее время на медную катанку указанных марок начал распространяться ГОСТ 13842-68. Для изготовления проволоки под эмалирование катанка должна применяться в скальпированном виде, т. е. с ее поверхности должен быть снят строжкой слой толщиной около 0,2 мм и, таким образом, удалены поверхностные дефекты. Проектом технических условий предусматривается также возможность изготовления проволоки диаметром 0,02-0,8 мм из нескальпированной катанки марки МКС'В. Допускаемые отклонения по размерам несколько ужесточены в сравнении с требованиями ГОСТ 2112-62 (см. табл. 1-2), в основном за счет уменьшения в 2 раза отрицательных допусков. Учитывая повышенную пластичность бескислородной меди, предел прочности при растяжении для проволоки диаметром 1,0- 2,97 мм снижен с 39 до 37 кгс/мм и, кроме того, введено дополнительное требование, в соответсвйи с которым проволока Диаметром 0,4-2,0 мм должйа выдерживать без расслоения, трещин и ноявления плен навивание 10 витков на стержень такого же диаметра, а проволока диаметром более 2 мм - на стержень двукратного диаметра. В настоящее время действуют технические условия ТУ-16-06-304-68 на медную прямоугольную проволоку сечением до 20 мм включительно, предназначаемую для эмалирования. Эта проволока должна изготовляться из скальпированной катанки, в свою очередь получаемой из слитков бескислородной меди марок СБ-1 и CB-II. К этой проволоке предъявляются повышенные требования в отношении чистоты поверхности и отсутствия плен, раковин и заусенцев, причем качество поверхности проверяется путем трехкратного изгиба в одну и другую стороны образца широкой стороной вокруг стержня диаметром, равным четырехкратной толщине проволоки, но не менее 4 мм. Такая проверка на отсутствие плен, отслоений и трещин производится по обеим широким сторонам. Чистота обработки поверхности должна быть не ниже 10-го класса,.причем испытания производятся в соответствии с ГОСТ 2789-59 на десяти образцах от партии. Прямоугольная проволока толщиной до 2 мм включительно должна иметь радиус закругления, равный половине толщины проволоки; для остальных размеров величина радиуса закругления такая же, как и по ГОСТ 434-53. В этих технических условиях значительно (на 0,01-0,4 мм) ужесточены в сравнении с ГОСТ 434-53 требования в отношении допустимых (в особенности отрицательных) отклонений. Проволока под эмалирование должна поставляться в твердом (неотожженном) виде, намотанной на металлические катушки одним отрезком, массой в зависимости от размера 50 и 80 кг. 1-3. ЭЛЕКТРИЧЕСКИЕ И МЕХАНИЧЕСКИЕ СВОЙСТВА АЛЮМИНИЕВОЙ ПРОВОЛОКИ Алюминиевая проволока для электротехнических це лей в соответствии с ГОСТ 6132-63 может изготовляться диаметром 0,08-10,0 мм следующих трех марок; АТ - твердая; АПТ -полутвердая; AM -мягкая. Допускаемые отклонения по размерам приведены в табл. 1-4. Таблица 1-4 Допускаемые отклонения диаметра алюминиевой проволоки
Проволока должна иметь чистую и гладкую поверхность. Допускаются отдельные мелкие дефекты (царапины, забоины и т. п.), если при зачистке их проволока не будет выходить за пределы двойных допусков по диаметру. В отношении овальности сечения требования такие же, как и к медной проволоке. Алюминиевая проволока марки AT диаметром 1,5-6,0 мм должна выдерживать в зависимости от диаметра не менее 7-6 перегибов, а маркиАПТне менее 16-14 перегибов. Испытание твердой и полутвердой проволоки диаметром менее 1,5 и более 5 яш, а также мягкой проволоки на перегибы не предусматривается. Проволока марки AT диаметром 0,08-0,29 мм должна иметь предел прочности при растяжении не менее 10-12 кгс/мм и относительное удлинение не менее 0,5%, диаметром 0,3-10,0 мм - соответственно не менее 18,0-15,0 кгс/мм и 1,0-2,0%. Алюминиевая проволока марки АПТ диаметром 0,5- 10,0 мм должна иметь предел прочности при растяжении не менее 9,5 кгс/мм и относительное удлинение не менее 37о, а марки AM диаметром 0,5-10,0 лш - соответственно не менее 7,5 кгс/мм и не менее 10-25% в зависимости от диаметра. В гост 6132-63 значительно ужесточены (по сравнению с предыдущим ГОСТ 6132-52) требования по удельному электрическому сопротивлению алюминиевой проволоки, которое у твердой и полутвердой проволоки при 20 °С должно быть не более 0,0283 ом ммУм, а у мягкой не более 0,028 ом-ммУм. Если сравнить два одинаковых по длине отрезка алюминиевого и медного проводов с одним и тем же электрическим сопротивлением, то алюминиевый провод примерно в 2 раза легче медного. В са- MOM деле, YcuPcu 8.j9-0.01724 9 1- Yai Pai 2,7-0,0280 Таким образом, когда за основу берется одинаковая электропроводность проводов, применение алюминия становится экономически целесообразным для неизолированных проводов, если алюминиевая проволока (по массе) .дороже медной не более чем в 2 раза. Между тем Б настоящее время алюминиевая проволока средних и в особенности крупных сечений даже дешевле медной. Так, в настоящее время оптовая цена на круглую медную проволоку диаметром 1,0 мм и более равна примерно 1 005-1 060 руб1т, а на такую же алюминиевую проволоку 830-930 руб1т. Отсюда нетрудно заключить, что замена медной проволоки алюминиевой при прочих равных условиях дает значительный экономический эффект. Прямоугольная алюминиевая проволока в соответствии с ГОСТ 10687 63 изготовляется двух марок: АТ и AM с размерами меньшей стороны 1,56-12,5 мм и большей стороны 2,1-45,0иш стакими же радиусами закруглений, как и у медной проволоки. Предельно допустимые отклонения по размерам приведены в табл. 1-3. Требования к поверхности этой проволоки такие же, как и для медной прямоугольной проволоки, а по электропровод ности, как и для круглой проволоки марок АТ и AM. Предел прочности при растяжении у прямоугольной проволоки марки АТ должен быть не менее 12 кгс/мм, относительное удлинение не менее 1,5-2%, а у марки AM - соответственно не менее 7 кгс/мм и 20%. 1-4. ПРОВОЛОКА ИЗ СПЛАВОВ СОПРОТИВЛЕНИЯ Обмоточные провода с эмалевойи волокнистой изоляцией изготовляются и с токопроводящими жилами из сплавов высокого сопротивления, преимущественно из константана и манганина и в ограниченном количестве из нихрома. Константановая проволока изготовляется из сплава М'НМц 40-1,5 (химический состав его приведен в табл. 1-5) диаметром 0,03-5,0 мм. В производстве обмоточных проводов обычно применяется проволока диаметром 0,03-1,00 мм со следующими допускаемыми Химический состав (%)
(только отрицательными) отклонениями по размерам: для проволоки диаметром 0,03-0,04 иш -0,002 мм, для 0,05-0,06 мм - 0,004 мм, для 0,07-0,09 мм - 0,006 мм, для 0,1-0,6 иш -0,02 мм, для 0,65-0,90 иш -0,03 мм и т. д. Константан характеризуется очень малым температурным коэффициентом удельного электрического сопротивления (ТКр), достаточно хорошей устойчивостью против коррозии и высокими механическими свойствами. Кроме того, константан имеет высокую термо-э. д. с. в паре с медью и железом, что, с одной стороны, мешает применению его для изготовления образцовых сопротивлений и приборов высокой точности, а с другой - позволяет широко применять его в термопарах для измерения температур до 500-600 °С. Помимо этого, кон-стантановая проволока применяется для изготовления нагревательных элементов, реостатов и т. п., причем нагрев этой проволоки во всех этих устройствах не должен превышать 500 °С. Термо-э. д. с. константаиовой проволоки в паре € медной составляет около 40 мкв, а с железом около 50 мкв на 1 °С Константановая проволока может поставляться твердой и мягкой, причем предел прочности при растяжении у твердой проволоки должен быть не менее 65 кгс1мм, а у мягкой в пределах 40- 55 кгс/мм; удельное электрическое сопротивление при 20 °С у твердой проволоки должно быть в пределах 0,46-0,52 ом-мм/м, а у мягкой 0,45-0,48 ом-ммЧм. Манганиновая проволока изготовляется из сплавов МНМц 3-12 и МНМцАЖ 3-12-0,3-3 (химический состав их см. табл. 1-6) диаметром 0,02-6,00 мм. Обмоточные провода из манганина с эмалевой изоляцией изготовля- Таблиц 1-5 основных сплавов сопротивления
ются диаметром 0,03-1,0 мм, а с волокнистой диаметром 0,05-1,00 мм. Допустимые (отрицательные) отклонения по диаметру для размеров 0,02 0,09 мм в преде лах минус 0,003 -минус 0,005 мм, для размеров 0,10- 0,60 мм в пределах минус 0,010 - минус 0,025 мм и т. д. Манганиновая проволока имеет достаточно высокую разрывную прочность (около 60 кгЦмм^). ГОСТ 10155-62 на эту проволочу нормирует только величину относительного удлинения при разрыве, которое у твердой проволоки должно быть не более 9%, а у мягкой диаметром 0,05-0,09 мм - не менее 10% и У остальных размеров - не менее 15%- Удельное электрическое сопротивление мягкой мангя-ниновой проволоки при 20±10°С должно быть 0,47± ±0,05 OM-MMlM, а твердой 0,48 + 0,05 ом-мм]м. Манганиновая проволока в паре с медной имеет малую термо-э. д. с. (в интервале О-100 °С не более 1 л/се на 1 °С). В связи с этим, а также учитывая высокую стабильность электрического сопротивления во времени, манганиновая проволока находит широкое применение для изготовления образцовых сопротивлений и прочих прецизионных обмоток. В целях сохранения постоянства их электрических характеристик рабочая температура образцовых сопротивлений и обмоток из манганина не должна быть выше 60 °С. Манганиновая проволока для точного приборостроения должна иметь малый температурный коэффициент удельного электрического сопротивления. В связи с вышеуказанным для манганина существенное значение имеет зависимость электрического сопротивления Яг от температуры. Для интервала 10-40°С эта зависимость может быть выражена следующим уравнением: Rt=R2i\ +a{t-20) +§{t-20y)l (1-5) где Rw - электрическое сопротивление образца при 20 °С; а и j3 - температурные коэффициенты. Величина коэффициента а для манганина из сплава МНМц АЖ-3-12-0,3-03 должна быть в пределах от минус 2-10-е до плюс Ш-Ю- 1/°С для сплава МНМц 3-12 от -f 10-10-е до -f25-10-e 1/°C. Величина коэффициента (3 не нормируется. Приведенные выше значения температурного коэффициента та иногда слишком велики для изготовления изделий особо высокой точности. Поэтому по особым техническим условиям у нас производится так называемая высокостабильная манганиновая проволока, которая в процессе изготовления подвергается стабилизации по специальному режиму. В зависимости от величины температурного коэффициента а проволока выпускается двух видов (групп): у первой группы величина а должна быть в пределах ±10- 10 1/°С, а величина максимального электрического сопротивления в интервале 15-32 °С, а для второй группы - соответственно ± 15 10-е 1/°С и 16-35°С. Нихромовая проволока применяется в ограниченном количестве в производстве обмоточных проводов и изготовляется только из сплавов, химический состав которых приведен в табл. 1-5. Другие многочисленные сплавы из нихрома для этой цели практически не используются. Изолированная нихромовая проволока в основном применяется для изготовления малогабаритных элементов сопротивлений в приборах и изготовляется только малых сечений. В соответствии с ГОСТ 8803-58 эта проволока изготовляется диаметром 0,009-0,40 мм, причем проволока .диаметром 0,10 мм и более делается из сплавов марок Х20Н80 и X15II60, проволока диаметром 0,09 мм и менее -только из сплава марки Х20Н80 с пониженным содержанием углерода (до 0,06%) и без неметаллических и карбидных включений. Нихромовая проволока изготовляется трех видов: Э - проволока под эмалирование с чистой блестящей поверхностью без окислов и остатков смазки при волочении; М-проволока с чистой поверхностью без окислов; О - окисленная с темной поверхностью и цветами побежалости. 1 2 3 4 5 ... 55 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||