
|
| |
|
|
Главная » Книги и журналы 1 ... 7 8 9 10 11 12 13 ... 55 Отделим (оторвем) мысленно на площади 1 см жидкость от твердого тела. Для этого необходимо затратить работу по преодолению сил адгезии между жидкостью и твердым телом #т.ж. С другой стороны, на месте разрыва образуются свободные энергии поверхности (Поверхностные натяжения) От.в и Ож.в взамен нарушенного От.ш- Таким образом, можно написать: 1т.ж = От.в + Ож.в-От.ж- (3-6) с другой стороны, для условия равновесия (рис. 3-3) необходимо выдерживать соотношение С^т.в = СТт.ш + Ож.в COS е. (3-7) Из уравнений (3-6) и (3-7) находим: .т.ж=Ож.в(1 + созе). (3-8) В последнем уравнении величина краевого угла связана соотношением с адгезией жидкости к твердому телу и когезией самой жидкости, так как последняя равна 20Ж.В. Если 0 = 0, то т.ж=2ож.в. т. е. адгезия к твердому телу жидкости равна когезии последней. В этом случае мы имеем максимум адгезии жидкости к твердому телу; в случае 0 = 90° Wt)h=Ojhb и, наконец, в случае 6 = 180° W.. =0. Однако некоторая адгезия жидкости к твердому телу всегда существует, поэтому равенство 6=180° практически невозможно. При эмалировании очень важно, чтобы лак обладал достаточной кроющей способностью, т. е. чтобы проволока на выходе из ванны имела на себе достаточный слой лака, а это зависит от величины угла 6. При очень большой смачиваемости лаком провода кроющая способность может быть недостаточной. С этой точки зрения всегда желательно, чтобы угол 6 находился в определенных пределах. Наконец, очень большая величина 6 свидетельствует о плохой адгезии лака к металлу, вследствие чего проволока может иметь места, непокрытые пленкой. Особое внимание при эмалировании должно быть обращено на чистоту лака, так как исследования показывают, что при загрязнении поверхности жидкостей величина краевого угла 6 уменьшается, а это, как указывалось, ведет к уменьшению толщины покрытия. К такому же выводу нетрудно прийти, пользуясь соот- ношением (3-7). На самом деле йеличйна От. не изменится от наличия или отсутствия на поверхности жидкости каких-либо нерастворимых веществ (жиры и т. п.); в то же время при наличии на поверхности жидкости таких веществ величина Ож.в обычно снижается. Это возможно только при одновременном уменьшении угла 6. Величина угла 6 зависит от состояния поверхности медной проволоки, наличия на ней загрязнений, сильно окисленных мест и т. н. Поэтому чистота поверхности проволоки в значительной степени способствует повышению качества готовых эмалированных проводов. В настоящее время на кабельных заводах частично применяется эмалирование с помощью фитилей. Поднятие лака в фитилях на некоторую высоту происходит благодаря явлению капиллярности из-за наличия у жидкостей поверхностного натяжения. Если мы очень тонкую трубку (капилляр) погрузим одним концом в жидкость, то в зависимости от величины краевого угла 6 между жидкостью и материалом трубки внутри трубки образуется мениск с вогнутой (при 6<90°) или выпуклой (при е>90°) поверхностью, причем в первом случае уровень жидкости в трубке несколько поднимется, а во втором случае - наоборот (см. рис. 3-1). Описанное явление объясняется тем, что вогнутый мениск, как указывалось выше, стремится развивать силу, направленную вверх, а выпуклый - вниз. Нетрудно подсчитать высоту максимального подъема жидкости в капилляре. В самом деле, давление вогнутого мениска в соответствии с уравнением (3-5) равно: р = . (3-9) Оно уравновешивается давлением (на единицу площади) столба жидкости, т. е. ~=dh,g, (3-10) где d - плотность жидкости; /го -высота столба жидкости в капилляре; g - ускорение свободного падения. Из рис. 3-1 видно, что p=r/cos6. Таким образом, (3-И) Если жидкость будет .находиться между двумя близко расположенными плоскостями, то явление капиллярности будет иметь место и в Этом случае, только высота подъема жидкости будет в 2 раза меньшей, чем в цилиндрических капиллярах. В этом легко убедиться, если учесть, что давление вогнутого мениска будет определяться уравнением (3-5), и так как. один з радиусов равен в данном случае бесконечности, то Р,=о/р. (3-12) Эмалирование проволоки представляет собой нанесение жидкого лака на поверхность проволоки с последующей тепловой обработкой в эмальпечи, в результате чего образуется изоляционное покрытие. Качество образующегося изоляционного покрытия зависит от физико-химических свойств лака, качества поверхности эмалируемой проволоки и правильности режимов наложения лака на проволоку и последующей тепловой обработки. На кабельных заводах широко применяются четыре способа наложения лака на проволоку: а) эмалирование погружением, при котором в ванне с лаком находятся ролики, направляющие движение проволоки, поступающей в эмалировочную печь с захваченным при ее движении слоем лака; б) эмалирование с помощью фетровых обжимов, при котором лак наносится на проволоку вращающимся валиком или просто захватывается при ее движении, а фетровые обжимы выполняют роль калибрующих устройств, снимающих излишки лака; в) эмалирование с помощью металлических калибров; при этом лак наносится на проволоку так же, как и в предыдущем случае, но излишки лака с проволоки снимаются не фетровыми обжимами, а металлическими калибрами с победитовыми вставками; г) эмалирование с помощью фитилей, при котором движущаяся проволока касается фитиля, смоченного лаком, в результате чего на нее наносится покрытие, а излишки лака снимаются с помощью фетровых обжимов. Эмалирование погружением применимо только для таких маловязких лаков, какими являются масляные лаки. Кроме того, масляные лаки содержат достаточное количество лаковой основы мало изменяют свою вязкость в ванне в процессе эмалирования. В ванну с лаком погружают направляющие металлические ролики Змалиро-6очна я печь Нижнее целевое отверстие (из алюминий И его сплавов), по которым проходит эмалируемая проволока (рис. 3-4). Лак покрывает поверхность проволоки, причем некоторая часть его стекает обратно в ванну, а другая часть, покрывшая тонким слоем проволоку, попадает вместе с ней в эмальпечь, где и образует эмалевую пленку. До последнего времени этот способ является наиболее распространенным при применении масляных лаков для эмалирования круглых проводов диаметром 0,41 мм и выше. Применяемые яаки должны -иметь сравнительно небольшую вязкость и, как указывалось выше, угол в определенной величины. Первое условие обеспечивает покрытие проволок тонким равномерным слоем, что в данном случае особенно важно ввиду отсутствия каких-либо калибрующих устройств. Второе условие, как было указано выше, необходимо для получения минимально необходимой толщины эмалевой пленки. Кроме того, су-ществе1Шое значение имеет поддержание постоянства температур лака в ванне и окружающей среды, так как поверхностное натяжение лаковой пленки уменьшается с повышением температуры. Последующие два способа нанесения лаков на проволоку применимы для вязких синтетических лаков, причем эмалирование с помощью фетровых обжимов применяется в отечественной практике довольно редко. Фетровые обжимы обычно устанавливаются на вертикальных стайках на высоте 20-30 см над лаковыми ваннами Устройство фетровых обжимов весьма простое: две фетровые пластинки толщиной 4-6 и высотой 30-40 мм располагаются перпендикулярно эмалируемым проволокам и плотно охватывают их с помощью винтовых зажимов. Фетровые обжимы снимают излишек лака, оставляя на проволоке только слой нужной толщины. Естественно, что чем сильнее зажаты фетровые пластинки, тем этот слой тоньше. При применении фетровых обжимов  Рис. 3-4. Эмалирование проволоки погружением. удовлетворительные результаты получаются только при эмалировании проволоки диаметром 0,07-0,20 мм. При эмалировании проволоки более крупных размеров наблюдается неравномерность толщины эмалевого покрытия, так как в этом случае фетровые пластины не могут с равномерным усилием обжимать эмалируемую проволоку по всей поверхности (рис. 3-5). Неравиомерность покрытия увеличивается с повышением вязкости применяемого лака. Так как в процессе работы фетровые обжимы насыщаются эмальлаком, а также засоряются примесями, которые могут находиться в эмальлаке и в особенности на поверхности проволоки, их необходимо систематически промывать и просушивать. Существенно важно, чтобы после промывки и просушки фетров не изменялись заметно их структура и рабочие свойства. Особое внимание при эмалировании с применением фетровых обжимов необходимо обращать на недопустимость образования скопления лака в виде капель на  Рис. 3-5. Проволока в фетровом обжиме. 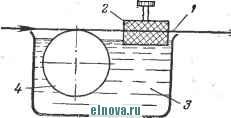 Рис. 3-6i Вапиа горизоптальпых эмалировочных станков с фетровым обжимом для проволоки средних сечеиий. / - проволока; 2 - фетр; 3 - лак; 4 - ролик. верхней кромке обжимов, так как в этом случае избыточная часть лака может захватываться проволокой, что неизбежио приводит к дефектам на поверхности готовых эмалированных проводов. Фетровые обжимы находят применение также за рубежом в горизонтальных эмалировочных агрегатах для проволоки средних и крупных -сечеиий (рис. 3-6). Нанесеиие лака на проволоку здесь возможно с помощью ролика, который при- водится во вращение от соприкасающейся с ним проволоки. Фетровые обжимы применяются и в отечественной практике. Эмалирование проволоки диаметром 0,02-0,09 мм полиэфирным лаком, а также проволоки более крупных диаметров масляными лаками производится с помощью фитилей. В вертикальных агрегатах нижние ролики ра- 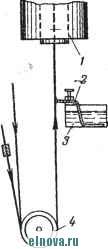 Рис. 3-7. Эмалирование с помощью фитилей на вертикальных эмалировочных станках. / - эмалировочная печь: 2 - фитиль; 3 - лаковая ванна; 4 - нижний ролик. ботают в этом случае вне ванны, а проволока касается фитиля, смоченного лаком (рис. 3-7). Расположение фитилей в горизонтальных эмальагрегатах показано на рис. 3-8. Обозначим высоту подъема лака по фитилю h, а вес поднятого столба лака Р. Обозначим также максимальную величину подъема лака /гмакс через Ы. Если в уравнении (3-10) взять h<ho, то вес столба лака, соответствующий этой высоте, окажется равным P=-nrdg, а сила, заставляющая его подниматься, будет равна: P~Pr==nrho-h)dg, (3-13) или, отнесенная к единице площади сечения капилляра, p=(hh)dg. (3-14) По закону Пуазейля (без поправок на кинетическую энергию) объем жидкости, протекающей через сечение капилляра за время dt, выражается как dV = Lpdt~{h,-h)dgdt, (3-15) где т]-вязкость жидкости; г -радиус капилляра; I - его длина. 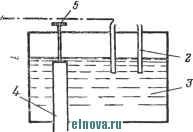 Рис. 3-8. Фити.пьный метод на.поже-ния .пака при эма.пировании тонкой проволоки. / - провод; 2 - фитиль; 3 - лак; 4 - труба для подачи лака; 5 - клапан; б - за- . жим. Учитывая, что в фитилях и фильтрах honi, и пренебрегая поэтому в последней формуле величиной h, можем написать: где dV = -dt, k=h,dg. Если взять высоту подъема, равную h, то dV~itrdh и, следовательно. srMh-jdt, или -dt. (3-16) (3-17) h-=kt, где k = - Подставляя в последнее уравнение ft из формулы (3-П), получаем: га COS 6 ИЛИ где I га cose (3-18) (3-19) (3-20) Так определяется высота подъема h за время Высота подъема лака по капиллярам фитиля, таким образом, прямо пропорциональна радиусу капилляров, величине поверхностного натяжения лака и зависит от угла смачивания лаком стено'К капилляров. С увеличением вязкости лака высота его подъема по фитилю уменьшается. Этим объясняется ограниченность применения фитильного метода наложения. Очевидна так- же необходимость постоянства т] (а следовательно, и окружающей температуры). Весьма существенными являются чистота лака и своевременная промывка фитилей, так как согласно формуле (3-15) объем поступающего лака зависит от четвертой степени радиуса капилляра. Выбор материала фитилей следует обусловливать его способностью не набухать при действии лака и растворителей, а также выдерживать промывку и полное высушивание без заметного изменения структуры. В применяемых эмальлаках обычно содержится небольшое количество примесных частиц. Закупорка ка- 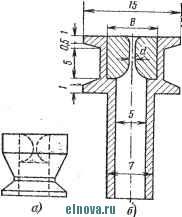 Рис. 3-9. Конструкции ка.пибров с победитовыми вставками.
налов в фитиле может происходить двумя путями. Твердые частицы могут, попав в фитиль, сразу закупорить капилляр или же этот процесс-будет происходить постепенно путем образования твердого нароста на стенках капилляра. Проволока диаметром выше 0,10 мм обычно эмалируется синтетическими лаками с помощью металлических неразъемных калибров. На отечественных кабельных заводах применяются не-. . разъемные калибры с побе- / дитовой вставкой, показан- i ные на рис. 3-9. Цилиндри- I адская часть -калибра может быть заметно удлинена, как i ето сделано на н'Лоторых заводах, чтл способствует равномерхТОсти покрытия. В этих калибрах применены победитовые вставки с рас-пушкой, изготовляемые на кабельных заводах. Калибры аналогичной конструкции применяются иногда и для эмалирования прямоугольной проволоки. Для эмалирования прямоугольной проволоки жидкими лаками интерес представляют универсальные сборные калибры, принцип действия которых показан на рис. 3-10. Калибр состоит из четырех стержней, из которых два стержня, расположенные вдоль широкой стороны, имеют резьбу; остальные два стержня резьбы не имеют, так как с помощью особого винта эти стержни можно установить таким образом, что между ними и узкой стороной проволоки образуется необходимый зазор, что обеспечивает покрытие этой стороны провода лаком. К широкой стороне проводника лак поступает через отверстия винтовой резьбы. Другой калибр подобного типа изображен на рис. 3-11, Здесь эмалируемая проволока прижимается к выступам, кото- 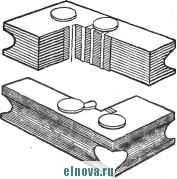 Рис. 3-10. Универса.пьный калибр для эмалирования прямоугольной проволоки. pbie имеются на узкой и Широкой сторонах калибра, а необходимое для покрытия проволоки количество лака подается через каналы, которые образуются между этими выступами. Величина усилия, с которым направляющие калибры прижимаются к эмалируемой проволоке, устанавливается натяжением пружины, охватывающей калибр 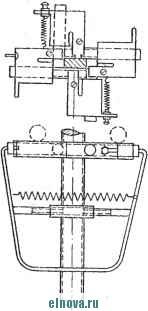 Рис. 3-11. Универса.пьный ка.пибр для эмалирования прямоугольной проволоки со стягивающей пружиной. 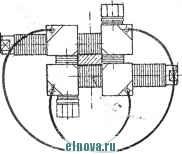  Рис. 3-12. Калибры для эмалирования пря1Моуго.пьной провспоки к эмалировочным станкам фирмы Сикме. С наружной стороны. Тот же принцип одним из патентов предлагается использовать и в калибре, в котором предусматривается применение двух пружин. Каналы, по которым поступает лак, в этом калибре по размеру неизменны; в других калибрах их можно регулировать с помощью сменных направляющих. Аналогичные калибры применяются на эмалировочных станках фирмы Сикме (рис. 3-12). Эмалевое покрытие на проволоку 1 ... 7 8 9 10 11 12 13 ... 55 |